夾絲半人工非標熱電偶在銑削溫度測量中的應用
發布時間:2021-06-10
瀏覽次數:
摘要:介紹
夾絲半人工熱電偶在銑削溫度測量中的應用原理,并針對被加工材料分別為鋁合金LF5和鋁合金6063"T6的情況,詳細闡述其溫度標定的方法。
銑削溫度是工藝研究的一個重點問題,而被測點溫度的實時動態測量是其關鍵技術。目前在實驗過程中用來測量切削溫度的方法常用的主要有:熱電偶法、光熱輻射法、金相結構法等"。
熱電偶法因其具有實驗裝置結構簡單、測量方便的特點,成為目前較成熟也較常用的切削溫度測量方法。根據不同的測量原理和用途,熱電偶法可細分為以下幾種2): (1) 自然熱電偶法。這種方法簡便可靠,可方便地研究切削條件(如切削速度、進給量等)對切削溫度的影響,但它只能測定切削區域的平均溫度,無法測得切削區指定點的溫度,同時,當刀具材料或工件材料變換后,熱電偶的熱電特性曲線也必須重新標定; (2) 人工熱電偶法。人工熱電偶法可用于測量刀具、切屑和工件上指定點的溫度,可測得溫度分布場和最高溫度點的位置。其主要優點是:對于特定的人工熱電偶材料只需標定一次,熱電偶材料可靈活選擇。但由于將人工熱電偶埋入超硬刀具材料(如陶瓷、PCBN、 PCD等)內比較困難,因此限制了該方法的推廣應用; (3) 半人工熱電偶法。這種方法是由自然熱電偶法和人工熱電偶法結合組成的。
文中采用的測溫方法是半人工非標準熱電偶法夾絲半人工非標熱電偶測溫法。
熱電偶的工作原理是:當兩種材料不同的導體兩端連接成回路時,由于接合點溫度不同,會在回路里產生熱電流的物理現象,這種現象稱為溫差電效應或塞貝克效應。
為了正確測得銑削過程中的銑削溫度,實驗中采用夾絲半人工非標準熱電偶測溫方法,測量示意圖如圖1所示。
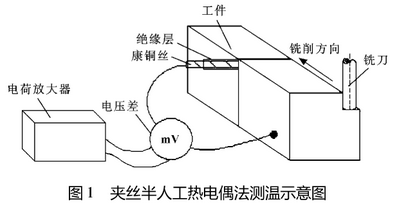
該方法測量切削溫度的過程是:首先將康銅絲壓扁至小于0.1 mm的厚度,制成熱電偶康銅箔片,由于不同材料的熱電效應會在回路中產生熱電勢,為保證康銅絲與工件間構成半人工熱電偶回路,必須使康銅箔片與工件間絕緣、工件與夾具間絕緣,以及兩工件間的夾持可靠,康銅箔片的引出線連接自制的溫度信號放大器的一-極,工件材料遠離加工區的-端接放大器的另一極,同時也作為熱電偶的冷端。當熱電偶絲被切斷時,刀具與工件及熱電偶間瞬時接觸,造成溫升,康銅絲與試樣的接觸點形成了熱電偶的熱端,使回路中產生熱電效應。通過測量熱電偶的熱電勢而間接得到切削時的切削溫度。
2熱電偶的標定方法
文中的被加工材料分別為鋁合金LF5和鋁合金6063'T6。由于鋁合金LF5 -康銅和鋁合金606316-康銅不是標準熱電偶,而且目前也沒有其溫度與熱電勢之間的關系數據,所以需要標定出這兩對熱電偶的熱電特性數據,得到該熱電偶的熱電勢與溫度之間的對應關系,為進一步測量這兩種鋁合金材料的銑削溫度提供可靠的數據。標定實驗所得到的熱電特性數據的正確性將直接影響到銑削溫度測量結果的正確性。
熱電偶的標定,就是將熱電偶置于若干溫度下測量其熱電勢,并確定熱電勢與溫度的對應關系。根據溫度給定方法和熱電勢測定方法的不同,熱電偶的標定方法主要分為3種:純金屬定點法、比較法和黑體空腔法。其中比較法是利用高一級的標準熱電偶和被測熱電偶直接比較的一種檢定方法。這種方法設備簡單、操作方便,是應用最廣泛的-種標定方法。它適用于標定標準熱電偶和各種二工作熱電偶。
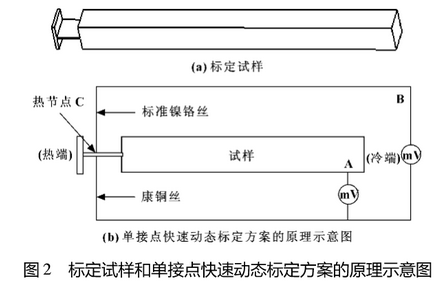
文中標定熱電偶的實驗方案采用單接點動態標定方案。其原理如下:用鋁合金LF5 -康銅或鋁合金.6063T6 -康銅熱電偶和鎳鉻( NiCr) - 康銅的標準熱電偶來感受同-一個溫度,這樣就可以在同-一個溫度下測得兩個熱電勢的值。對于鎳鉻-康銅標準熱電偶來說,可以通過查文獻[5] 獲得電勢值對應的溫度,同時將這個溫度與鋁合金LF5 -康銅或鋁合金6063T6 -康銅熱電偶測出的熱電勢相對應,就可以標定出鋁合金LF5 -康銅或鋁合金6063T6 -康銅熱電偶的熱電特性數據了。
這種熱電偶標定的關鍵是確保兩對熱電偶在連續升降溫的每一個瞬間都嚴格感受相同的溫度。為此,采用的裝置結構原理示意圖[6]如圖2所示,為了使兩對熱電偶感受同一-點上的溫度,標定試樣的一端加工出厚度不大于0. 5 mm的薄壁,并將端部磨尖的康銅絲和標準鎳鉻絲以一定的彈簧壓力從兩邊對準頂緊在該薄壁上。由于薄壁處厚度極薄,兩根磨尖的熱電偶絲又是嚴格對準頂緊的,所以這時完全可以認為康銅絲、標準鎳鉻絲和鋁合金試件3種材料是交匯在-個點上的,這個點就是公共的熱節點C.康銅絲和標準鎳鉻絲通過點C構成標定時給出溫度信號的標.準熱電偶,康銅絲和鋁合金試件也通過點C構成待標定熱電偶。由于這樣構成的兩對熱電偶都是從同一點C引出的。所以當以某種方式加熱材料時,無論點C溫度如何變化,它們感受的都是同一溫度,從而保證了標定的可靠性和正確性。
裝置采用的加熱方式是用乙炔噴槍加熱,它可以提供標定時所需要的溫度。
在標定的過程中,直接用乙炔噴槍的火焰在鋁合金試樣的端部加熱。然后用HP3562動態信號分析儀同步采集兩對熱電偶在加熱過程中的熱電勢。這樣就得到了實驗過程中的原始數據,再對原始數據進行處理就可以得到鋁合金-康銅熱電偶的熱電特性曲線了。
3標定結果
為了使標定結果正確,在標定的過程中,將熱電偶的冷端(圖2中的試樣點A和標準鎳鉻絲的點B)置于冰水混合物,使冷端保持0C。HP3562 動態信號分析儀讀出的原始數據結果見圖3所示。
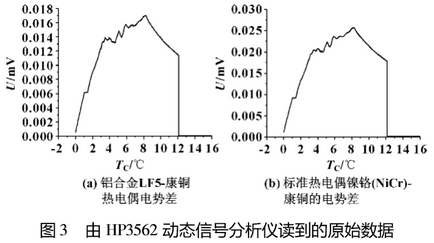
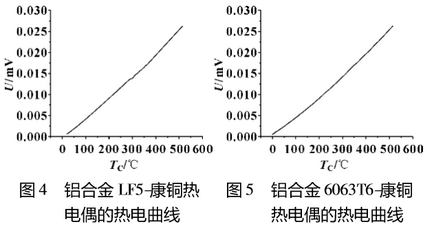
通過查文獻[5],查出標準熱電偶電勢差對應的溫度值,同時記下鋁合金LF5 -康銅熱電偶在該點的電勢差, 依次每隔5 C記一-組數據,最后得到鋁合金LF5 -康銅的標定曲線如圖4。用同樣的方法標定出鋁合金6063T6 -康銅熱電偶的熱電曲線見圖5。
4結束語
在高速銑削工藝參數優化研究中,采用夾絲半人工非標準熱電偶法測量銑削溫度。實驗表明,該方法應用效果良好,可以為其他銑削工藝的研究提供借鑒。