基于夾絲熱電偶測溫的鈦合金銑削溫度試驗
發布時間:2022-04-19
瀏覽次數:
摘要:鈦合金由于導熱系數小,銑削加工時溫度較高,影響工件的表面質量及加工精度。基于
夾絲半人工熱電偶測溫方法,采用直接法對
康銅熱電偶熱電特性進行標定。在此基礎上,試驗研究了主軸轉速、每齒進給量、銑削寬度等加工參數對鈦合金銑削溫度的影響規律,為鈦合金銑削溫度的研究和優化提供參考依據。
0引言
鈦合金具有比強度高、耐熱性和耐蝕性好等特點,廣泛應用于航空航天、國防軍工、造船、化工和汽車等各領域,是國民經濟發展一個不可或缺的材料。同時,由于鈦合金導熱系數小,彈性模量低,銑削加工時溫度較高,不但影響工件的表面質量及加工精度,也對刀具磨損及刀具使用壽命產生直接影響"。因此,了解鈦合金銑削溫度分布及其變化規律,對于鈦合金切削加工加工質量的提高、刀具的設計與制造、及切削加工參數的選擇等都有重要的意義。
目前,切削溫度的測量方法較多,常用的有自然熱電偶法、人工熱電偶法及紅外熱像儀法等。這些方法各有優缺點:自然熱電偶法只能測出銑削區域的平均溫度,不能測得銑削區域指定點的溫度,不適合用于精確測量切削區域的絕對溫度值。人工熱電偶法需要在刀具或工件.上預制孔來測量溫度分布,除了增加加工難度外,還會因為孔的存在而影響刀具或工件的溫度分布,限制了該方法的推廣應用。紅外熱像儀測溫法可進行遠距離非接觸監測,但受制于材料表面輻射率參數的復雜性,影響了被測對象實際溫度的測量,加工過程中會時常添加冷卻液,也會影響紅外測溫的正確性。
夾絲半人工熱電偶法是一種通過在工件中植入熱電偶絲來測量切削溫度的方法,具有操作簡單,便于實現,費用低廉,測量精度高等優點。鑒于此,以TC4鈦合金為研究對象,本文采用夾絲半人熱電偶法試驗研究各銑削工藝參數對鈦合金切削溫度的影響規律,為鈦合金銑削溫度的研究和優化提供參考依據。
1夾絲熱電偶測溫方法及其標定
1.1夾絲熱電偶測溫方法
如圖1所示為銑削加工時夾絲熱電偶測溫裝置示意圖。直徑為0.1mm的康銅絲水平放置在兩鈦合金工件的中間,并用夾具夾緊。用絕緣膠布保證康銅絲、工件和夾具三者之間互相絕緣。當銑刀經過康銅絲時,康銅絲和工件之間的絕緣層被破壞,形成一個瞬時熱接點,構成熱電偶的熱端。而與鈦合金工件焊接在-起的康銅絲的另外一端,由于距離銑削區域較遠,溫度幾乎不發生變化,構成熱電偶的冷端。這樣就由工件和康銅絲構成了一個熱電偶,對其進行標定后,就可以通過獲得熱端;和冷端之間的熱電勢進而測出當時的銑削溫度。

1.2熱電偶的標定
由于鈦合金-康銅不是標準熱電偶,須對其熱電特性進行標定,得到該熱電偶的熱電勢與溫度之間的對應關系。本文采用直接法進行熱電偶的標定(如圖2所示)。
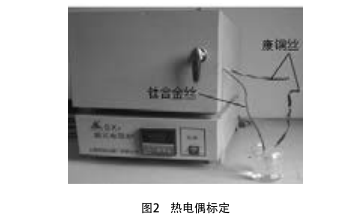
其具體標定過程如下:通過焊臺把鈦合金絲和康銅絲的兩端焊接在一起,一端作為熱電偶的熱端置于箱式電阻爐中進行恒溫加熱,另-端作為熱電偶的冷端置于盛有水的燒杯中(代表室溫)。然后通過改變箱式電阻爐的溫度,測得不同溫度下康銅絲兩端的電動勢,得到鈦合金康銅熱電偶的熱電特性。在冷端室溫為20℃,熱端溫度分別為100℃、200℃、300℃、400℃、500℃、600℃、700℃和800℃條件下,鈦合金-康銅熱電偶標定曲線如圖3所示。

2試驗條件與方案
2.1試驗條件
工件材料:鈦合金,該合金的名義成分為Ti-6Al-4V,熱處理狀態為退火。
2.2試驗參數
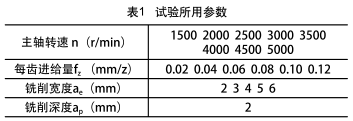
試驗所用的切削參數如表1所示。因為銑削深度ap對銑削溫度影響較小,主要進行了主軸轉速n、每齒進給量fz和銑削寬度ae的單因素試驗。試驗先設定-組基準切削量:n=2000r/min,fz=0.06mm/z,ae=4mm,ap=2mm,在基準切削用量的基礎上,對各切削參數進行單因素試驗,研究各因素對銑削溫度的影響。試驗采用順銑。
3試驗結果與討論
1)主軸轉速對銑削溫度的影響
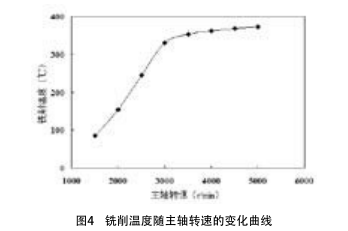
在基準切削用量下,只改變主軸轉速進行銑削試驗,銑削溫度隨主軸轉速的變化關系曲線如圖4所示。從圖中可得,總體而言銑削溫度隨主軸轉速的增加而上升,但是在不同的速度范圍內,銑削溫度上升程度是不同的。在較低速度范圍內(低于3000r/min),銑削溫度隨主軸轉速增加而顯著.上升。在主軸轉速超過3000r/min后,銑削溫度上升的趨勢變緩。產生這--現象的原因在于,隨著主軸轉速的增加,更多的熱量被切屑帶走,相應的傳入刀具和工件的熱量比例減小,導致刀具和工件的溫度.上升趨緩。
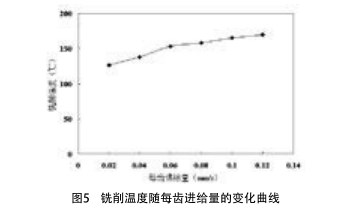
2)每齒進給量對銑削溫度的影響
在基準切削用量下,只改變每齒進給量,銑削溫度隨每齒進給量的變化關系曲線如圖5所示。從圖中可得,隨著每齒進給量的增加,銑削溫度略有上升,但是上升幅度不大。這主要是由于隨著進給量的增加,切屑變形系數減少,切削加工所消耗的功下降,而且刀具和切屑的接觸長度增加,切屑也帶走更多的熱量,導致每齒進給量對溫度變化的影響不明顯。
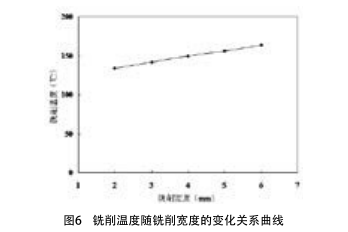
3)銑削寬度對銑削溫度的影響
在基準切削用量下,只改變銑削寬度,銑削溫度隨銑削寬度的變化關系曲線如圖6所示。從圖中可得,銑削寬度對銑削溫度的影響同每齒進給量的作用類似,銑削溫度隨銑削寬度的增加而上升,但.上升幅度不大。
4結論
采用夾絲半人工熱電偶測溫方法,試驗研究了主軸轉速、每齒進給量、銑削寬度等加工參數對鈦合金銑削溫度的影響規律。試驗研究表明:
1)在較低速度范圍內(低于3000r/min),主軸轉速對銑削溫度的影響較大,銑削溫度隨主軸轉速增加而顯著上升;而在較高轉速范圍內(超過3000r/min),主軸轉速對銑削溫度影響不明顯。
2)每齒進給量和銑削寬度對銑削溫度的影響不明顯,銑削溫度隨每齒進給量和銑削寬度的增加而上升,但.上升趨勢較平緩。